
SMT Reflow Oven Reflow soldering process
From: Author: Publish time:2021-09-01 10:41 Clicks:66
SMT Reflow soldering process is the most widely used method of attaching surface mount components(SMC) to printed circuit boards (PCBs). The aim of the process is to form acceptable solder joints between SMC and PCB. The reflow soldering process normally adopt following steps:
1.Print Solder paste on the PCB.
Solder paste is a kind mixture of solder alloy and flux. For reflow soldering normally adopt SnAgCu(Sn 99%, Ag 0.3%, Cu 0.7%) alloy,Make the SnAgCu to the small balls(1#?2#:75-150um?3#:25-45um,4#:20-38um?5#:10-20um) and mixed it with the flux?surface active agent and other things that can be helpful for soldering.
There are three method to print the solder paste on PCB, Manually, use semi auto solder printer or use the full automatic online solder paste printer. If use the full automatic SMT stencil printer, then it need a PCB loader to send the PCB to it automaticly.
After print the solder paste to the PCB solder pat by stencil printer(manual,semi auto or automatic), then send the PCB to the pick and place machine(chip mounter, surface mounter) to pick and place the surface mount component(SMC/SMD) to the PCB, the solder paste will stick the SMC/SMD to the PCB. At this status, the solder paste still a mixture with the solder balls and flux. not a solder joint between PCB and SMC/SMD.
A reflow oven is the machine used to change the solder paste status from mixture to solder joint. by first pre-heating the components/PCB/solder paste to the soldering temperature, the flux will be activiate and move the oxidated surface of the PCB and SMC/SMD to let the solder easy joint the PCB and joint the SMC/SMD. and then melting the solder(solder melting temperature 230? to 250?,there are also low temperature solder 140? and high temperature solder above 350?), after the solder cooling down, it will form the stable solder joints between SMC/SMD and PCB.
The key aspects that lead to an effective SMT reflow soldering process are as follows:
- Suitable machine
- Acceptable reflow profile
- PCB/component footprint Design
- Carefully printed PCB using well designed stencil
- Repeatable placement of surface mount components
- Good quality PCB, components and solder paste
Suitable Machine
There are various types of reflow soldering machine available depending on the required line speed(output capacity),component size and components polulation of the PCB assemblies to be processed. The selected oven needs to be of a suitable size to handle the production rate of the pick and place equipment.
Nowadays the technology development required put more and more components on a common size PCB, the economical way is to develop the components and make it smaller, So multi functions, system in one chip, 144pins QFP, BGA 0201 01005 components had been invented and used widely in the SMT soldering process. this leaved more few space tween the chips and the pins. This kind components and chips need high accuracy solder paste printer,high speed pick and place machine, long heating zones reflow oven.
High accuracy solder paste printer means automatci solder paste printer, As manual and semi auto solder paste printer is adjusted by manual, accuracy is low, and will lost accuracy when doing printing, Automatic online solder paste printer(smt stencil printer) is adjusted by computer, automaticly, it use high accuracy camera to read the mark point on the PCB ,and can adjusting printing position everytime. it can reach 0.01mm printing accuracy for each printing.
High speed pick and place machine siemens X4I can reach a speed of 200000CPH(chip per hour) and can pick and place 01005 components. The price is also very high, 400,000USD for each machine, add the feeders around 700,000USD.
High speed pick and place machine and small components, high components polulation asked a high standard for reflow ovens, it need the reflow oven temperature ramup accuracy, slowly and temperature diviation equally on PCB to avoid any thermal shock to the components(fast temperature ramup will damage the comonents), when doing this, Pick and place machine also need the output capacity of the reflow oven is big, so nowadays the 10 heating zones reflow oven an 12 heating zones reflow oven become the widely used reflow oven in SMT assembly line.
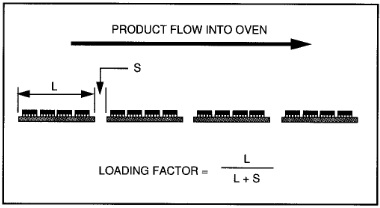
High line speed means high output, The line speed can be calculated as shown below:
Line speed (minimum) = Boards per minute x Length per board
Load Factor (space between boards)
It is important to consider the repeatability of the process and so the 'Load Factor' is usually specified by the machine manufacturer, calculation shown below:
Process speed = Oven chamber heated length
Process dwell time
Below is an example of calculation to establish the correct oven size:-
An SMT assembler wants to produce 8-inch boards at a rate of 180 per hour. The solder paste manufacturer recommends a 4 minute, three step profile. How long an oven do I need to process boards at this throughput?
Boards per minute = 3 (180/hour)
Length per board = 8 inches
Load Factor = 0.8 (2-inch space between boards)
Process Dwell Time = 4 minutes
Calculate Line Speed: (3 boards/min) x (8 inches/board)
0.8
Line speed = 30 inches/minute
Therefore, the reflow oven must have a process speed of at least 30 inches per minute.
Determine oven chamber heated length with process speed equation:
30 in/min = Oven chamber heated length
4 minutes
Oven heated length = 120 inches (10 feet)
Note that the overall length of the oven will exceed 10 feet including the cooling section and conveyor loading sections. The calculation is for HEATED LENGTH – NOT OVERALL OVEN LENGTH.
1. Conveyor type – It is possible to select a machine with mesh conveyor but generally edge conveyors are specified to enable the oven to work in-line and be able to process double sided assemblies. In addition to the edge conveyor a centre-board-support is usually included to stop the PCB from sagging during the reflow process – see below. When processing double sided assemblies using the edge conveyor system care must be taken to not disturb components on the underside.
|
|
3. Automatic control of conveyor and centre-board-support widths – Some machines have manual width adjustment but if there are many different assemblies to be processed with varying PCB widths then this option is recommended to maintain a consistent process.
- Acceptable Reflow Profile
In order to create an acceptable reflow profile each assembly needs to be considered separately as there are many different aspects that can affect how the reflow oven is programmed. Factors such as:-
- Type of solder paste
- PCB material
- PCB thickness
- Number of layers
- Amount of copper within the PCB
- Number of surface mount components
- Type of surface mount components
|
|
|
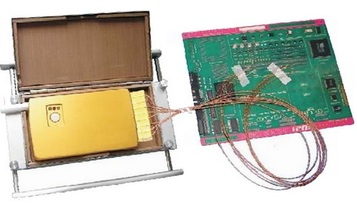
In order to create a reflow profile thermocouples are connected to a sample assembly (usually with high temperature solder) in a number of locations to measure the range of temperatures across the PCB. It is recommended to have at least one thermocouple located on a pad towards the edge of the PCB and one thermocouple located on a pad towards the middle of the PCB. Ideally more thermocouples should be used to measure the full range of temperatures across the PCB – known as ‘Delta T’.
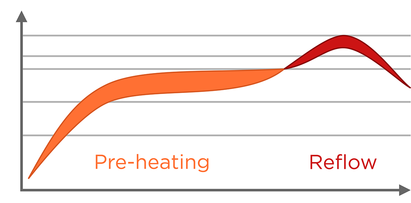
Within a typical reflow soldering profile there are usually four stages – Preheat, soak, reflow and cooling. The main aim being to transfer enough heat into the assembly to melt the solder and form the solder joints without causing any damage to components or PCB.
Preheat – During this phase the components, PCB and solder are all heated to a specified soak or dwell temperature being careful not to heat too quickly (usually no more than 2ºC/second - check solder paste datasheet). Heating too quickly can cause defects such as components to crack and the solder paste to splatter causing solder balls during reflow.


Reflow – This is the stage where the temperature within the reflow oven is increased above the melting point of the solder paste causing it to form a liquid. The time the solder is held above its melting point (time above liquidus) is important to ensure correct ‘wetting’ occurs between components and PCB. The time is usually 30 to 60 seconds and shouldn’t be exceeded to avoid the formation of brittle solder joints. It is important to control the peak temperature during the reflow phase as some components can fail if exposed to excessive heat.
The use of nitrogen during the reflow process should be considered due to the trend of moving away from solder paste that contains strong fluxes. The issue is really not the ability to reflow in nitrogen, but rather the ability to reflow in the absence of oxygen. Heating solder in the presence of oxygen will create oxides, which are generally non-solderable surfaces.
Cooling – This is simply the stage during which the assembly is cooled but it is important to not cool the assembly too rapidly - usually the recommended rate of cooling should not exceed 3ºC/second.
-
PCB/component footprint Design
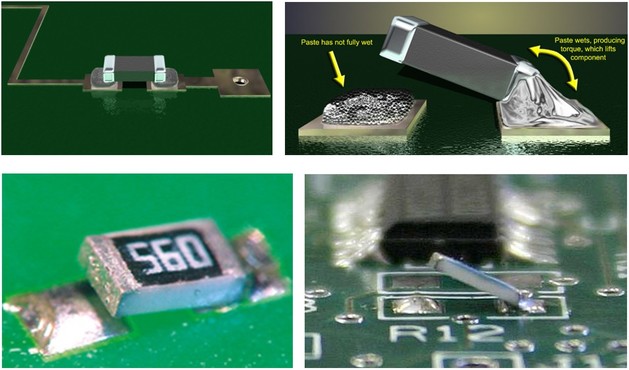
There are a number of aspects of PCB design that have an influence on how well an assembly will reflow. An example being the size of tracks connecting to a component footprint – if the track connecting to one side of a component footprint is larger than the other this can lead to a thermal imbalance causing the part to ‘tombstone’ as can be seen below:-
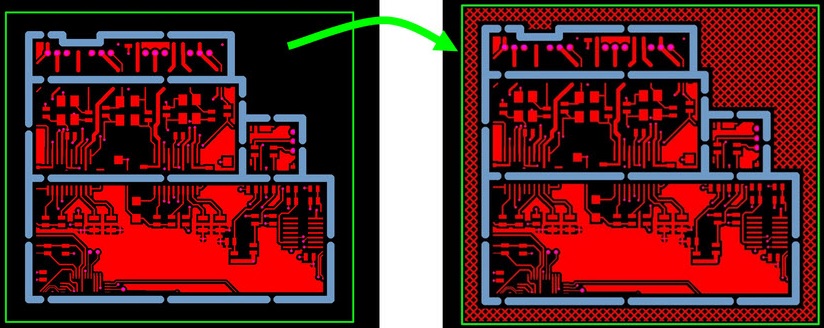
Another example is ‘copper balancing’ – many PCB designs use large copper areas and if the pcb is put into a panel to aid the manufacturing process it can lead to an imbalance in copper. This can cause the panel to warp during reflow and so the recommended solution is to add ‘copper balancing’ to the waste areas of the panel as can be seen below:-
- Carefully printed PCB using well designed stencil
Keywords:
SMT Reflow Oven, Nitrogen Reflow Oven, Dual Lane Reflow Oven, Vertical Reflow Oven, Vacuum SMT Reflow Oven, Lead free SMT Reflow Oven, Reflow Oven Manufacturer, LED Reflow Oven, China Reflow Oven, radiator soldering Machine, IR curing oven, UV curing oven
More information please contact us for more information: WhatsApp/ Skype / WeChat: +86-13670124230,Email: etasmt@foxmail.com